
جوشکاری فورجینگ


جوشکاری فورجینگ چیست؟
جوشکاری میلگرد یکی از مهمترین و اساسیترین ارکان در پروژههای ساختمانی است. بهطور کلی برای اتصال میلگرد از سه روش استفاده میشود که هر کدام مزایا و معایب خاص خود را دارد:
اتصالات همپوشانی یا اورلپ (Lap Joint)
اتصالات مکانیکی (Mechanical Joint)
جوش فورجینگ یا سربهسر
جوشکاری فورجینگ در دهه ۱۹۳۰ به عنوان یکی از زیرشاخههای جوشکاری گاز اکسی استیلن در آمریکا و ژاپن به وجود آمد. سپس در سال ۱۹۵۲ با هدف کار در صنعت حملونقل ریلی و جوشکاری میلگرد فولادی گسترش پیدا کرد.
جوشکاری فورجینگ یک روش جوشکاری حرارتی است. در این روش برای اتصال، فلز پایه به صورت کامل ذوب نمیشود. این روش به خاطر نداشتن عنصر واسطهای مانند الکترود، سیم یا پودر جوشکاری برای اتصال دو قطعه، مزایای زیادی نسبت به دیگر روشهای جوش دارد.
شرکت امیر عمران داتیک با دارا بودن تجهیزات مناسب در این زمینه به کارفرمایان خود ارائه خدمات می نماید. جهت برقراری ارتباط کلیک کنید.
معایب جوش فورجینگ
- به علت اینکه در جوشکاری فورجینگ از گاز اکسی استیلن استفاده میکنند، امکان اینکه در حین اجرا میزان درجه حرارت را کنترل کرد وجود ندارد.
- در حین کار باید مواظب باشید که اشعههای غیرعادی نور باعث اختلال در اجرا نشوند.
- اپراتورهایی که برای اجرای جوش فورجینگ انتخاب میکنید میبایست مهارت لازم و مدرک جوش داشته باشند تا بتوانند بهخوبی جوش را اجرا کنند و تا حد ممکن با معایب جوش فورجینگ آشنا باشند.
- شرایط آبوهوای محیط اجرای پروژه اثر به سزایی بر صحیح انجام شدن جوش دارد، بدین صوت که اگر محیط سرد باشد کیفیت جوش پایین میآید و امکان شکنندگی ناحیه جوش خوره بیشتر است. به همین علت یکی از مهمترین معایب جوش فورجینگ ناسازگاری آن با انواع مختلف آبوهوا است که در هر منطقهای ممکن است نتیجه متفاوتی داشته باشد.
- یکی دیگر از معایب جوش فورجینگ اثرپذیری جوش در مجاورت باد است، اگر در حین اجرا باد به جوش بخورد باعث کاهش حرارت و درنتیجه پایین آمدن کیفیت جوش میشود.
مزایای جوش فورجینگ
از آنجا که حدود یک دهه است فناوری فورجینگ وارد کشورمان ایران شده و مورد استقبال فعالان صنعت ساختمان قرار گرفته است، در طی این مقاله می خواهیم مزایای فورجینگ یا مزیت های جوش سر به سر فشاری گازی میلگرد را به اختصار بیان کنیم. جوش سر به سر فشاری گازی یا جوشکاری فورجینگ یکی از انواع اتصالات میلگرد یا وصله های آرماتور در سازه های عمرانی بتنی می باشد. این نوع وصله ی میلگرد به علت مزایا فنی و اقتصادی متعددی که دارد به طرز گسترده ای در کشور لرزه خیز ژاپن کاربرد دارد و رایج می باشد.
مطابق پژوهشی که در سال 2016 انجام شده اتصال جوش سر به سر فشاری گازی (فورجینگ) در حدود 70 درصد از کل اتصالات انجام شده در سازه های عمرانی بتنی ژاپن را در بر می گیرد که نشان از مزایا جوشکاری فورجینگ نسبت به سایر روش ها دارد.
فرآیند جوش سر به سر فشاری گازی به این صورت می باشد که دو سر میلگرد ابتدا با ابزار مخصوص برش می خورد، سپس میلگردها در گیره های مخصوص نگهدارنده قرار می گیرد و از طریق پمپ هیدرولیک و گیره نگهدارنده تحت فشار محوری قرار می گیرد و در همین حین توسط شعله حاصل از احتراق گاز استیلن و اکسیژن مورد گرمایش و حرارت دهی قرار می گیرد. فشار و حرارت توام موجب نفوذ دو قطعه میلگرد در یکدیگر می شود و ضمن ادغام میلگرد و تبلور مجدد شبکه کریستالی ملکولی، اتصال حاصل می شود.
مزایای اقتصادی فورجینگ
قیمت تمام شده یکی از فاکتورهای تاثیرگذار در هر پروژه ساختمانی می باشد. استفاده از جوش فورجینگ میلگرد می تواند مزایای اقتصادی زیر را به همراه داشته باشد که در ادامه در مورد مزایا جوشکاری فورجینگ در بخش اقتصادی صحبت می کنیم.
حذف اورلپ میلگرد
جوش فورجینگ با حذف اورلپ یا وصله پوششی موجب صرفه جویی در میلگرد مصرفی و هزینه های ساخت و ساز می گردد. با توجه به عدم استفاده از فناوری های نوین، سالیانه صدها هزار تن میلگرد به علت استفاده از روش سنتی اورلپ به هدر می رود. از آنجا که اورلپ وزن قابل توجهی دارد با حذف آن در مصرف میلگرد کاهش قابل ملاحظه ای ایجاد می شود. اجرای روش جوش سر به سر میلگرد می تواند صرفه جویی قابل ملاحظه ای (تا 30 درصد) در مصرف میلگرد، با حذف اورلپ و پرتی داشته باشد.
حذف پرتی شاخه های میلگرد
با بکارگیری جوش سر به سر فورجینگ شاخه های 12 متری میلگرد را با طول دلخواه می توان برش داده و به یکدیگر متصل نمود و این امر موجب حذف پرتی میلگرد می گردد که در صورت بکارگیری اورلپ غیرقابل اجتناب است.
بکارگیری پرتی میلگرد
با فناوری جوش سر به سر فورجینگ می توان تکه های مختلف میلگرد را هم به یکدیگر متصل نموده و مجدد آنها را بکار گرفت.
کاهش مصرف بتن
استفاده از جوش سر به سر فورجینگ باعث می شود محدودیت 3 درصد آرماتور در مقاطع بتنی به نزدیک 6 درصد افزایش یافته و ابعاد مقاطع بتنی در طراحی و اجرا کاهش یابد. این پدیده منجر به مصرف کمتر بتن در سازه می شود.
تامین فضای معماری بهتر
کاهش مقاطع بتنی ستون ها منجر به تامین فضای بیشتر و مناسب تری در ساختمان می شود و خود این امر سود آور قابل توجهی برای سازندگان در پی خواهد داشت.
تامین ساده تر پارکینگ در طبقات منفی
به علت کاهش مقاطع بتنی و افزایش فضاهای مابین دو ستون، تامین پارکینگ ها برای سازندگان راحت تر قابل انجام می باشد و بعضا از حذف ناخواسته ی پارکینگ ها جلوگیری به عمل می آید.
حذف روان کننده
در سازه های بلند مرتبه به علت تراکم بالای میلگرد در مقاطع بتنی استفاده از روان کننده ها بعضا غیر قابل اجتناب می باشد که خود هزینه ی مضاعفی را به پروژه تحمیل می نماید. استفاده از جوش سر به سر فشاری – گازی فورجینگ باعث کاهش تراکم و حذف روان کننده و کاهش هزینه های ساخت و ساز می گردد.
مزایا فنی جوشکاری فورجینگ میلگرد
به جز مزیت های اقتصادی استفاده از جوش سر به سر میلگرد با روش فشاری گازی (فورجینگ)، در بحث فنی هم استفاده از این روش مزایای زیادی مثل سبک تر شدن سازه، مقاومت در برابر زلزله و … به همراه دارد که در ادامه در خصوص مزایا فورجینگ در بخش فنی صحبت می کنیم.
یکپارچه شدن میلگرد ها
استفاده از جوش سر به سر میلگرد با حذف اورلپ باعث یکپارچه شدن میلگرد در مقاطع بتنی می گردد. در نتیجه وظیفه انتقال نیرو حتی در عدم حضور بتن به خوبی انجام می گردد.
سبک تر شدن سازه
استفاده از جوش سر به سر فورجینگ منجر به حذف اورلپ و کاهش ابعاد مقاطع بتنی گردیده و این امر (حذف اورلپ و کاهش مصرف بتن) منجر به کاهش وزن قابل توجه سازه می گردد.
عدم تغییر در فرکانس های طبیعی سازه
استفاده از وصله پوششی یا اورلپ به خصوص با اجرای نادرست آن باعث افزایش ضریب سفتی (فنریت) سازه می گردد و در نتیجه این اتفاق منجر به تغییر در فرکانس های طبیعی سازه می شود که خود برای سازه تهدیدی در مقابل بارهای رفت و برگشتی مانند زلزله محسوب می شود. با جایگزینی وصله پوشش با جوش سر به سر فورجینگ تغییری در فرکانس های طبیعی سازه ی طراحی شده صورت نمی گیرد و ایمنی سازه برابر زلزله افزایش می یابد.
بتن ریزی بهتر
با استفاده از جوش سر به سر فشاری گازی (فورجینگ) باعث کاهش چشمگیر تراکم میلگرد در مقاطع و پوشش دهی (کاور) بهتر بتن و اجرای مناسب تر اسکلت سازه بتنی می شود.
حذف روان کننده و عدم کاهش کیفیت بتن
بکارگیری جوش سر به سر میلگرد فورجینگ باعث کاهش تراکم و حذف روان کننده می گردد. روان کننده و یا سایر افزودنی های بتن عمدتا موجب تغییر و کاهش در کیفیت بتن می شوند.
جذب انرژی، انعطاف پذیری سازه و مقاوم سازی
با استفاده از جوش سر به سر فورجینگ و حذف اورلپ انعطاف پذیری سازه بالا رفته و جذب انرژی ناشی از زلزله بالاتر می رود. این مساله خصوصا در سازه های بلند مرتبه با شکل پذیری ویژه حائز اهمیت می باشد. با اجرای روش جوش سر به سر میلگرد، با توجه به کاهش مصرف میلگرد، وزن اصلی سازه کاهش یافته و متناسب با آن از نیروهای ثقلی جانبی نیز کاسته می شود و در نتیجه مقاومت سازه در مقابل زلزله افزایش خواهد یافت. همچنین به دلیل افزایش سطح مقطع میلگرد، نگهداری یکنواخت نیرو در محل اتصال و مشابه بودن خواص فیزیکی میلگرد در نقطه اتصال با آلیاژ میلگرد پایه، استحکام مکانیکی میلگرد در نقطه اتصال بیشتر از سایر نقاط در طول میلگرد می باشد.
امکان اتصال ریشه های انتظار کوتاه
با استفاده از جوش سر به سر فورجینگ امکان اتصال ریشه های کوتاهی که امکان اورلپ ندارند، فراهم می کند. این مساله راه گشای کم هزینه ی بسیاری از بن بست هایی است که بر اثر خطای انسانی و یا بریده شدن میلگردهای انتظار اتفاق می افتد، می باشد.
اجرای بهتر
با اجرای جوش سر به سر میلگرد، با توجه به کاستن از حجم اضافی میلگردها در نقاط اتصال، و کاهش اشتباهات انسانی در زمان اتصال میلگردها، امکان ویبره بهتر بتن، که مشکل بسیار مهمی در ساخت سازه های بتنی محسوب می شود، برطرف می گردد و درگیری بتن با میلگردها افزایش خواهد یافت؛ این امر درنهایت، بهینه سازی خواص فیزیکی و مکانیکی بتن مسلح شده با میلگرد را به همراه خواهد داشت.
نحوه جوشکاری فورجینگ

در اجرای فورجینگ به انتهای دو آرماتوری که قرار است به هم متصل شوند، حرارت بسیار زیادی داده خواهد شد. حرارت از طریق سوختن گازهای اکسیژن و استیلن ایجاد شده و سبب میشود انتهای آرماتور به حالت خمیری در بیاید. پس از آن با فشار هیدرولیکی، دو قطعه در یکدیگر ادغام شده و به هم متصل میشوند.
مراحل اجرای فورجینگ میلگرد به شرح زیر است:
مرحله اول: مقاطع دو سر میلگردها به کمک دستگاه برش کاملا صاف بریده خواهند شد تا سطحی صیقلی و عاری از آلودگی یا زنگزدگی ایجاد شود.
مرحله دوم: سپس دو میلگرد توسط گیرههای هیدرولیکی بسته میشوند به صورتی که دو سر میلگردها کاملا در محور طولی یکدیگر و بدون لغزندگی قرار بگیرند.
توجه داشته باشید هنگام قرارگیری میلگردها درون گیره، فک گیره باید بین دو آج میلگرد بسته شود نه روی آن، تا در صورت وارد آمدن فشار، میلگردها نلغزند.
مرحله سوم: عملیات جوشکاری فورجینگ با ایجاد حرارت یکنواخت آغاز میشود. در این مرحله حرارتی حدود ۱۲۰۰ تا ۱۳۰۰ درجه سانتیگراد را به کمک یک مشعل با دو کپسول اکسیژن و اکسی استیلن ایجاد میکنند. حرارت شعله باید کاملا عمود بر میلگردها باشد و آرماتورها باید در مرکز شعله به هم وصله شوند.
مرحله چهارم: زمانی که محل اتصال دو میلگرد سرخ شده و حالت خمیری پیدا کردند، دو آرماتور توسط جک هیدرولیکی با فشار مناسب به یکدیگر آمیخته میشوند.
توجه داشته باشید مقدار فشار پمپ باید به گونهای باشد که قطر محل جوش به اندازه حدود ۱٫۴ برابر قطر اولیه آرماتور برسد.
در نظر داشته باشید که تمام مراحل انجام فورجینگ یا فورج کاری میلگرد باید توسط فردی متخصص و ماهر انجام شود.
ضوابط جوش فورجینگ
ضوابط جوش فورجینگ از الزامات اجرای این روش است که با توجه به مبحث نهم مقررات ملی ساختمان (ویرایش پنجم، 1399) باید رعایت شود. این ضوابط برای جلوگیری از هرگونه مخاطرات احتمالی در حین ساخت و ساز تعیین شده است. ضوابط فورجینگ در مبحث 9 و استاندارهای مربوطه به شرح زیر است:
- روش جوش فورجینگ برای میلگردها و آرماتورهای گرم نورد شدهای منطبق با استانداردها و ضوابط جوش فورجینگ تعیین شده توسط سازمان نظام مهندسی ملی ایران و از رده S300 و S400 قابل قبول است.
- محل وصله به روش جوشکاری فورجینگ باید در نقشه سازه به طور کامل قید شود.
- در فورجینگ آرماتور، جوشکاری و گردههای آن در قسمتهای مختلف یک عضو توزیع شوند به نحوی که حداکثر 50 درصد میلگردها در یک تراز از مقطع جوش خورده باشند.
- از آنجایی که در ناحیه جوش، برآمدگی ایجاد میشود، باید اقدامات لازم جهت کنترل پوششهای محافظ میلگرد یا همان کاور میلگرد، طبق افزایش قطر در محل جوش انجام شود.
- تمیزی آرماتورها در این روش نکته بسیار مهمی است. اگر زدگی آرماتورها در حدی باشد که با فرچه سیمی، زنگ زدگی محل جوش از بین برود، استفاده از آن مجاز است.
فورجینگ در مبحث ۹
کاربرد فورجینگ
عملیات فورجینگ یکی از زیر شاخههای وصله بندی آرماتورها است که به آن فورج میلگرد نیز گفته میشود. مهمترین کاربردهای جوش فورجینگ میلگرد در صنعت ساختمان عبارتاند از:
- وصله مقاطعی که آرماتورهای آن قطع شده است.
- جوشکاری ضایعات و پرتیهای میلگرد و استفاده مجدد از آنها.
- اتصال آرماتورها در تمامی المانهای بتنی نظیر ستونها، تیرها، فونداسیونها، دیوارهای برشی و شمعها
توجه داشته باشید که استفاده از روش اتصال فورجینگ به تجربه و مهارت اپراتور بستگی دارد. به دلیل عدم انجام تستهای غیرمخرب دقیق بر روی جوش سر به سر میلگرد باید از پیمانکاری متخصص جهت اجرای جوش فورجینگ بهره برد. دقت در انتخاب پیمانکار جوشکاری فورجینگ میتواند ایمنی سازه را افزایش دهد.
آزمایشات فورجینگ
جوش فورجینگ میلگرد یک روش رایج برای اتصال سر به سر میلگرد است. اما برای اطمینان از کیفیت این جوش، لازم است که یکسری تستها بر روی آن انجام شود. این تستها تضمین میکنند که جوش فورجینگ، استانداردها و مشخصات مورد نیاز را برآورده میکند. بازرسان با بررسی دقیق جوشها از نظر عیوبی مانند ترکها، تخلخل یا همجوشی ناقص، میتوانند هرگونه ضعف بالقوهای را که ممکن است یکپارچگی ساختاری اجزای جوششده را به خطر بیندازند، شناسایی کنند. از طریق آزمایشهای دقیق و رعایت استانداردهای صنعتی، تست جوش فورجینگ میلگرد، ایمنی و دوام محصول نهایی را تایید میکند. از مهمترین روشهای بازرسی و آزمایش جوش فورجینگ میلگرد میتوان به مواردی چون آزمایش التراسونیک، آزمایش کشش، آزمایش خمش، آزمایش خستگی و آزمایش جوشپذیری اشاره کرد. در ادامه هرکدام از این آزمایشها را توضیح خواهیم داد.
تست التراسونیک جوش فورجینگ
این آزمایش یک روش غیرمخرب است که برای ارزیابی کیفیت و یکپارچگی اتصالات جوش فورجینگ استفاده میشود. در این روش از بازرسی جوش فورجینگ نیاز نیست جوش بین دو میلگرد را خراب کنیم. این تکنیک از امواج صوتی با فرکانس بالا برای شناسایی و ارزیابی هرگونه نقص داخلی یا ناپیوستگی در ناحیه جوش استفاده میکند.
در طول فرآیند آزمایش جوش فورجینگ، یک مبدل اولتراسونیک بر روی سطح اتصال جوش داده شده قرار میگیرد. سپس با انتشار امواج صوتی به داخل جوش نفوذ میکند. این امواج صوتی سپس به مبدل بازمیگردند و یک نمایش بصری از ساختار داخلی جوش ایجاد میکنند. با تجزیه و تحلیل انعکاس امواج اولتراسونیک، بازرسان میتوانند عیوب مختلف مانند ترک، عدم همجوشی یا تخلخل را شناسایی و مشخص کنند. تست التراسونیک جوش فورجینگ، اطلاعات ارزشمندی در مورد کیفیت جوش ارائه میدهد و تضمین میکند که ناحیه جوش داده شده استانداردها و مشخصات مورد نیاز را برای ایمنی و اطمینان برآورده میکند.
برای انجام تست التراسونیک انواع اتصالات جوشکاری شده کلیک کنید.
تست کشش میلگرد جوش شده
در این آزمایش، یک نمونه میلگرد جوششده را در معرض نیروی کششی محوری قرار میدهیم تا زمانی که جوش بین دو میلگرد شکسته شود. در طول آزمایش، نیروی اعمالی بهتدریج افزایش مییابد و افزایش طول یا تغییر شکل مربوط به نمونه، اندازهگیری میشود. آزمایش کشش به تعیین خواص مکانیکی مهم مانند استحکام کششی نهایی، استحکام تسلیم و افزایش طول میلگرد کمک میکند که شاخصهای مهم عملکرد جوش تحت بار هستند. با انجام تست جوش فورجینگ میلگرد از نظر کشش، میتوانیم توانایی اجرای جوش فورجینگ را برای مقاومت در برابر نیروهای وارده، ارزیابی کنیم و مطمئن شویم که اتصال جوش فورجینگ ما در حد استاندارد ما مقاوم هست و عملکرد مناسبی دارد یا نه. این اطلاعات برای اطمینان از ایمنی و قابلیت اطمینان میلگرد جوشدادهشده حیاتی هستند.
آزمایش خمش جوش فورجینگ میلگرد
این آزمایش فورجینگ میلگرد مانند آزمایش کشش، یک آزمایش مکانیکی است. این تست برای ارزیابی شکلپذیری و کیفیت اتصالات میلگردهای جوش دادهشده در سازههای ساختمانی و بتنی استفاده میشود. در تست خمش، یک نمونه میلگرد جوششده را، با قطر و طول خاص، در معرض نیروی خمشی قرار میدهیم تا زمانی که به زاویه مشخصی از انحراف یا شکست برسد. برای این کار، نمونه میلگرد برروی تکیهگاه قرار میگیرد و با استفاده از دستگاه یا ماشین خمش، بهتدریج خم میشود. آزمایش خمش به ارزیابی توانایی جوش، برای مقاومت در برابر تغییر شکل و تعیین مقاومت آن در برابر ترک یا شکست، تحت بارهای خمشی کمک میکند. با انجام این آزمایش میتوانید مطمئن شوید که استانداردها و مشخصات لازم برای یکپارچگی سازه و ایمنی میلگردهای جوششده در پروژههای ساختمانی شما رعایت میشوند. نتایج آزمایش خمشی اطلاعات ارزشمندی را در مورد عملکرد جوش ارائه میدهد.
تست جوش فورجینگ میلگرد از نظر خستگی
تست خستگی برای جوش فورجینگ میلگرد یک روش مکانیکی است که برای ارزیابی استقامت و دوام اتصالات جوششده در میلگرد و در شرایط بارگذاری چرخهای استفاده میشود.
این آزمایش، تنش و کرنش مکرری را که جوش در طول عمر موردنظر خود تجربه خواهد کرد، شبیهسازی میکند. آزمایش خستگی شامل قراردادن یک نمونه میلگرد جوششده در معرض چرخههای بارگیری و تخلیه مکرر است. بار اعمالشده معمولا کمتر از مقاومت نهایی محل جوش است، اما برای ایجاد شکست در طول زمان کافی است. تعداد چرخهها و مقدار بار اعمالشده، بهدقت کنترل میشود تا شرایط عملیاتی در دنیای واقعی تکرار شود.
با انجام این تست جوش فورجینگ، میتوان مقاومت جوش را در برابر شروع و انتشار ترک و همچنین توانایی آن در تحمل بارگذاری چرخهای بدون شکست، ارزیابی کنند. نتایج این آزمایش، اطلاعات مفیدی را در مورد استحکام خستگی، عمر خستگی و عملکرد کلی محل جوش ارائه میدهد و مشخص میکند که میلگردهای جوششده، استانداردها و مشخصات لازم را در بلندمدت برآورده میکنند.
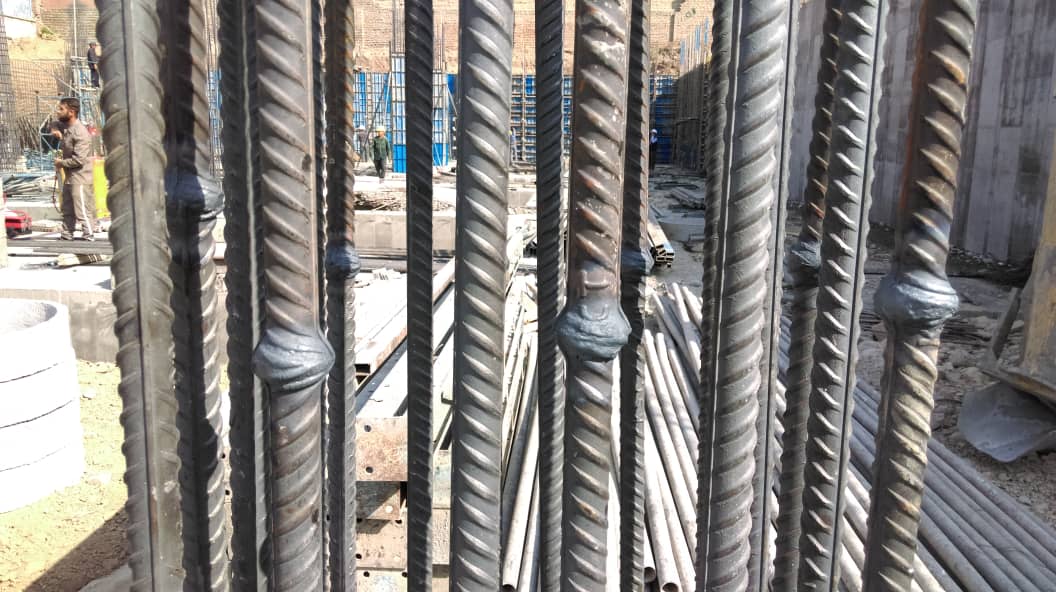
بازرسی چشمی جوش فورجینگ
بازرسی چشمی عبارتست از بررسی قطعات بدون انجام هیچ گونه تست مخرب یا غیر مخرب و مشخص کردن عیوب موجود در قطعه تنها با استفاده از چشم. در بازرسی چشمی جوش فورجینگ میلگرد، باید قطر قسمت جوشکاری شده که بیشترین قطر نسبت به نواحی اطراف محل جوش است، شیب ملایمی از نواحی اطراف خود داشته باشد. اما اگر حرارت اعمال شده به میلگرد در حین جوشکاری بیشتر از حالت استاندارد باشد، یا اینکه فشار پمپ دچار اختلال بوده و تنظیم نباشد، این شیب ملایم وجود نخواهد داشت و در چنین حالتی اگر یک بار فشاری یا کششی به میلگرد اعمال شود، میلگرد از محل جوش می شکند و جدا می شود.