
بازرسی جوش به روش چشمی (VISUAL INSPECTION
بازرسی جوش به روش VT
بازرسی جوش به روش چشمی چگونه است؟

بازرسی جوش به روش چشمی VT (Visual Testing) یکی از روشهای غیرمخرب است که در صنایع مختلف برای بررسی و ارزیابی جوشها و اتصالات فلزی استفاده میشود. این روش معمولاً بازرسی و ارزیابی سطوح خارجی جوش و مواد فلزی را انجام میدهد.
در این روش، بازرس با استفاده از چشم برهمکنش با سطوح، ابزارهای بصری مانند چراغهای قوه، گیج ها آینه، ذره بین و سایر ابزارهای بصری را برای بررسی و بررسی دقیق سطوح فلزی استفاده میکند. این ابزارها برای تشخیص هر نوع عیوب، شکستگیها، حفرهها، خوردگیها، جدایش مواد و هر نوع عیب دیگری که ممکن است در جوش وجود داشته باشد، به کار میروند.
این روش، از نظر زمانی و هزینه، معمولاً نسبت به روشهای دیگر غیرمخرب مانند رادیوگرافی و آلتراسونیک کمهزینهتر و سریعتر است، اما ممکن است در تشخیص عیوب عمیقتر یا در صورت نیاز به دقت بیشتر، محدودیتهایی داشته باشد.
بازرسین شرکت امیر عمران داتیک همواره با تکیه بر تجربه و دانش خود سعی در انجام امور محوله به صورت کم نقص و رضایت مندی کارفرمایان محترم دارند.
اجزای بازرسی چشمی VT

چشم
چشم انسان به دلیل قدرت دید و مشاهده عالی خود، یک ابزار با ارزش در NDT محسوب می شود. حساسیت چشم انسان با نور و طول موج های مختلف تغییر می کند. در شرایط معمولی چشم انسان بیشترین حساسیت را به نور زرد متمایل به سبز با طول موج ۵۵۶۰ آنگستروم دارد. برای تست جوش VT شدت نور در حدود lux 1000-800 برای بازرسی چشمی مناسب است. یک بازرس برای اجتناب از خطاهای چشمی و افزایش اطمینان، نباید بیشتر از ۲ ساعت به صورت پیوسته مشغول به کار باشد.
ذره بین
ذره بین ساده ترین شکل از یک میکروسکوپ است که فقط یک لنز همگرا دارد. بزرگنمایی (M) یک لنز ساده به وسیله ی رابطه ی M=25/f تعیین می گردد. در این رابطه f فاصله کانونی عدسی و ۲۵ یک ضریب ثابت است. این ضریب ثابت نشان دهنده میانگین حداقل فاصله ای است که اجسام با چشم غیر مسلح به وضوح دیده می شوند. بنابراین یک عدسی با فاصله کانونی ۱۲٫۵ سانتی متر دارای بزرگنمایی ۲ برابر (۲X)حواهد بود.
سطح قابل رویت به وسیله ذره بین را میدان دید آن ذره بین می نامند. انتخاب ذره بینی با میدان دید مناسب یک مسئله مهم در بازرسی چشمی VT است. به عنوان مثال، زمان لازم برای بازرسی چشمی قطعه های بزرگ به وسیله یک ذره بین با قدرت بزرگنمایی ۲۰ برابر (با میدان دید بیش از ۹٫۵ میلیمتر) بسیار زیاد است. بهترین روش تست جوش VT با ذره بین، استفاده از ذره بینی با قدرت بزرگنمایی پایین در مرحله اول است. در این مرحله مناطق مستعد عیب برای بازرسی مشخص می گردد. سپس برای بازرسی جزییات این مناطق مشخص شده، می توان از ذره بینی با قدرت بزرگنمایی بالاتر استفاده کرد.
میکروسکوپ
برای بزرگ کردن تصویر قطعه، تا حد امکان آن را به لنزهای میکروسکوپ نزدیک می کنند. فاصله بین جسم و لنز زمانی تنظیم می شود که سطح قطعه در عمق میدان و فاصله کانونی لنزها قرار گیرد. در این شرایط ترک های ریز سطحی، حفرات و دیگر عیوبی که به سطح راه دارند، به خوبی قابل مشاهده خواهند بود. معمولا در روش بازرسی چشمی VT برای بازرسی شکل و جهت گیری ترک ها از میکروسکوپ های نوری استفاده می شود؛ که بزرگنمایی میکروسکوپ ها را در این مراحل بازرسی دقیق تر می توان تا ۱۰۰-۵۰۰ برابر نیز افزایش داد. در هر حال این بزرگنمایی می تواند در بازرسی چشمی از ۳ تا ۳۰۰۰ برابر برحسب نیاز تغییر کند.
بورسکوپ
بورسکوپ ابزاری برای مشاهده و بازرسی نواحی داخلی تیوب های باریک و روزنه ها است. بورسکوپ شامل یک سیستم روشنایی داخلی دقیق است و حاوی مجموعه ای منظم از منشورها و عدسی های صفحه ای است که نور از طریق آن ها عبور می کند. در نهایت تصویری با حداکثر وضوح برای بیننده ساخته می شود. بورسکوپ ها در مدل های مختلف با قطر ۲٫۵ تا ۱۹ میلی متر و طول چندین متر موجود هستند تصویر این ابزار بازرسی چشمی VT را در زیر می بینید.
اندوسکوپ
اندوسکوپ شباهت زیادی به بورسکوپ دارد با این تفاوت که اندوسکوپ ها داری سیستم نوری قویتر و منبع نوری با شدت بیشتر هستند. از دیگر ویژگی های این اندوسکوپ، زوایای دید متغیر و ثابت بودن فاصله کانونی آن همواره به اندازه ۴ میلیمتر است. در واقع هنگامی که نوک اندوسکوپ در فاصله ۴ میلیمتری از سطح مورد بازرسی قرار دارد، بزرگنمایی با قدرت ۱۰ برابر از تصویر حاصل می گردد. اندوسکوپ هایی با قطرهایی کمتر از ۱٫۷ میلی متر و طول ۱۰۰ تا ۱۵۰۰ میلیمتر موجودند. تصویر این ابزار بازرسی چشمی VT را در زیر می بینید.
دیفرکتوسایت (دیسایت)
دیسایت روشی برای بازرسی سریع سازه های بزرگ با قابلیت پاسخ دهی آنی است. در بازرسی چشمی VT از این روش برای مشاهده سطوح تاب برداشته یا پستی و بلندی های سطح با اندازه کمتر از ۱۰ میکرون استفاده می شود. هنگامی که یک سطح تخت دندانه دار مورد بازرسی قرار می گیرد، نور به دندانه ها برخورد کرده و منحرف می شود. نور منحرف شده به صفحه منعکس کننده برخورد می کند. صفحه منعکس کننده نیز نور را به نقطه اولیه مورد بازرسی بازتاب می دهد. در این شرایط تمام سطح به جز دندانه روشن می شود و لذا دندانه و برآمدگی (عیب) به صورت نقطه تاریک خود را نشان میدهد. به این پدیده دیسایت گفته میشود. اساس این روش بازرسی چشمی VT در شکل زیر دیده می شود.
گیج
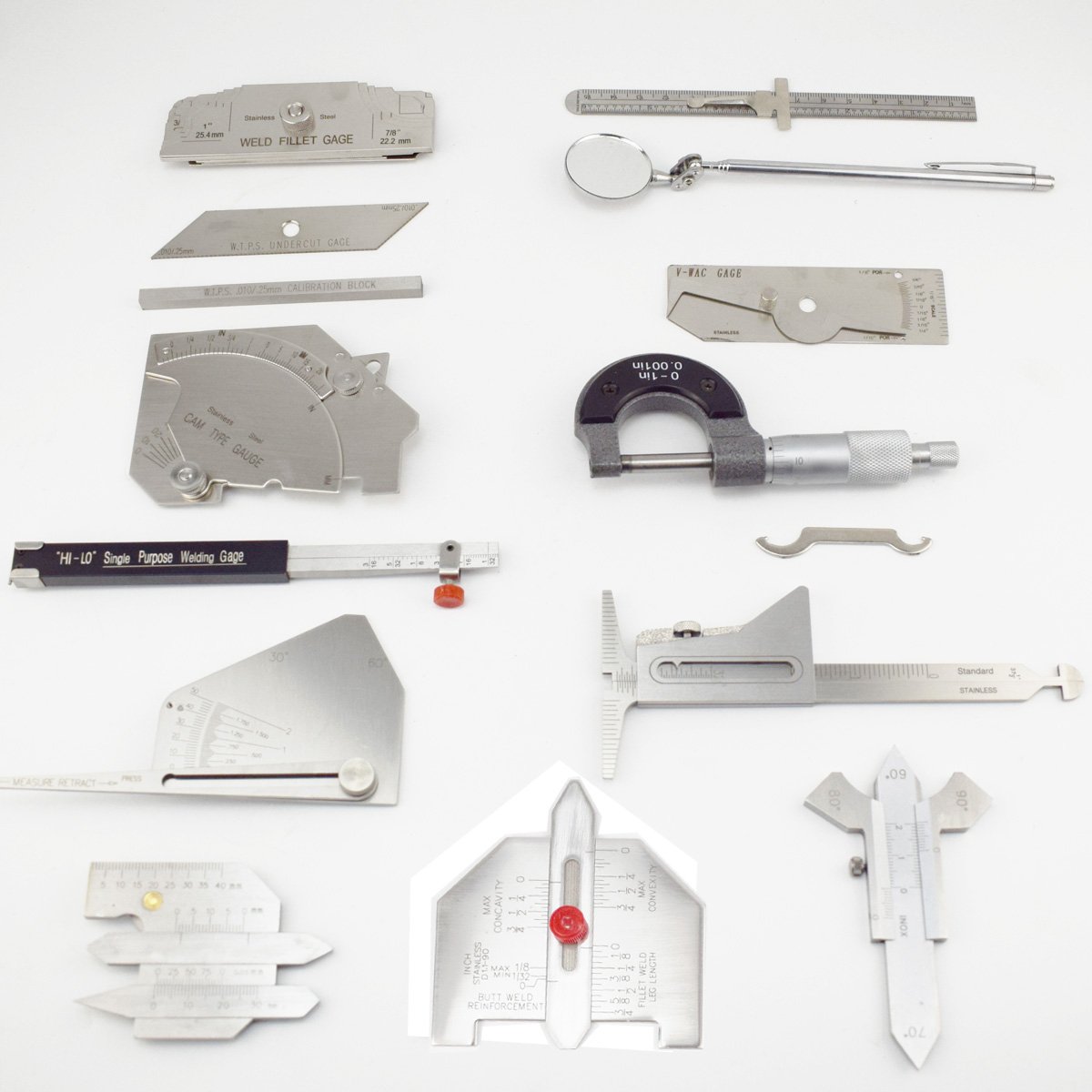
گیج ها در تست جوش VT ابزار پرکاربردی اند. سنجه های چندمنظوره ای توسط انجمن بین المللی جوش (IIW) طراحی شده است. این گیج یا سنجه ها قادر به اندازه گیری ضخامت تا 20 میلیمتر و زاویه پخ جوش صفر تا 60 درجه ، اندازه گیری گرده اضافی، بریدگی کناره ی جوش (undercut) و گلویی و ناهم ترازی (HI-lOW) جوش هستند
مزایای بازرسی جوش به روش چشمی
- سرعت و سهولت: یکی از مهمترین مزایای بازرسی چشمی، سرعت و سهولت انجام آن است.
- کمترین هزینه: از لحاظ اقتصادی، بازرسی جوش به روش چشمی هزینه کمتری نسبت به روشهای دیگر غیرمخرب دارد.
- انعطاف پذیری: این روش به بازرسان امکان مشاهده مستقیم و انعطاف در انتخاب نقاط برای بررسی را میدهد. آنها میتوانند به طور مستقیم روی نقاط مشکوک تمرکز کنند.
- آموزش ساده: آموزش و یادگیری این روش نسبت به روشهای دیگر سادهتر است. به دلیل استفاده از دید بصری، برای تمرین و توسعه مهارتهای بازرسی چشمی زمان و هزینه کمتری نیاز است.
- کاربرد گسترده: این روش در بسیاری از صنایع و بخشهای مختلفی که نیاز به بازرسی و ارزیابی جوشها دارند، کاربرد دارد. از ساخت و ساز تا صنایع فلزی و پتروشیمی، همه از این روش استفاده میکنند.
به صورت کلی میتوان گفت بازرسی چشمی (visual inspection) مرحله اول در تمامی بازرسی ها بشمار می آید و اتصال و جوش قبل از هر گونه تست دیگر می بایست آزمون چشمی را پاس نماید.
محدودیت های بازرسی جوش به روش چشمی
- ناتوانی در تشخیص عیوب عمقی: روش چشمی ممکن است ناتوان در تشخیص عیوب ژئومتریک (عیوبی که داخل جوش یا به طور عمیق درون مواد قرار دارند) باشد. این محدودیت در تشخیص عیوبی که زیر سطح جوش وجود دارند، ممکن است به دلیل عدم دسترسی مستقیم به این نقاط باشد.
- وابستگی به نور و روشنایی: بازرسی چشمی به نور و روشنایی مناسب نیاز دارد. در شرایط نوری ضعیف یا سطوحی که دسترسی به نور مناسب ندارند، تشخیص عیوب ممکن است دشوار شود.
- اختلاف در تفسیر عیوب: بسته به تجربه و مهارت بازرس، تفسیر عیوب و نقصها ممکن است متفاوت باشد. این موضوع ممکن است باعث شود که برخی عیوب از دید یک بازرس تشخیص داده نشوند.
- محدودیت در اندازه گیری دقیق: اندازه گیری دقیق ابعاد عیوب و نقصها با استفاده از بازرسی چشمی ممکن است دشوار باشد و به تجربه و مهارت بازرس بستگی داشته باشد.
- ناتوانی در تشخیص عیوب مخفی: برخی از عیوب ممکن است به صورت مخفی یا در شرایط خاص به چشم نیایند و تشخیص آنها توسط بازرس دشوار باشد.
از آنجایی که بازرسی چشمی معمولاً بر پایه تجربه و دید بصری انجام میشود، در برخی شرایط، این موارد میتوانند باعث محدودیت در تشخیص دقیق عیوب و نقاط ضعف فلزی شوند.
استاندارد های مورد استفاده در روش VT
در بازرسی جوش به روش چشمی (Visual Testing – VT)، برای انجام این فرآیند معمولاً از استانداردها و مقررات مختلفی استفاده میشود. برخی از اصلیترین استانداردهایی که در بازرسی جوش به روش چشمی مورد استفاده قرار میگیرند عبارتند از:
- AWS D1.1/D1.1M – Structural Welding Code – Steel: استانداردی برای جوشهای فولادی است که در ساخت و ساز استفاده میشود. این استاندارد شامل مشخصاتی دربارهی بازرسی جوشها و تشخیص عیوب آنها است.
- ASME Boiler and Pressure Vessel Code (BPVC): یک استاندارد مهم برای تجهیزات تحت فشار و کورههای صنعتی است. بخشهایی از این استاندارد به بازرسی جوشها با استفاده از روشهای غیرمخرب اختصاص دارد.
- API 1104 – Welding of Pipelines and Related Facilities: برای جوشکاری و بازرسی جوشهای لولهها و تجهیزات مرتبط استفاده میشود، مخصوصاً در صنایع نفت و گاز.
- ISO 17637 – Non-destructive testing of welds – Visual testing of fusion-welded joints: استانداردی بینالمللی که به بازرسی چشمی جوشهای ترکیبی اختصاص دارد.
- ISO 5817 – Welding – Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) – Quality levels for imperfections: استانداردی که شرایط کیفیت جوش را بر اساس نوع و میزان عیوب تعیین میکند.
- ASTM E3022 – Standard Practice for Measurement of Emission Characteristics and Requirements for LED UV-A Lamps Used in Fluorescent Penetrant and Magnetic Particle Testing: استانداردی که به بازرسی جوشها با استفاده از نور ماوراء بنفش و فلورسنت پنترانت اختصاص دارد.
هر یک از این استانداردها دارای جزئیات و راهنماییهای خاصی برای انجام بازرسی جوشها به روش چشمی میباشند و کاربرد ویژهای در صنایع مختلف دارند.
انواع بازرسی چشمی
- Bare Eye Inspection: این نوع بازرسی چشمی معمولاً به صورت مستقیم و بدون استفاده از وسایل یا تجهیزات ویژه صورت میگیرد. با استفاده از دید بصری فرد، جوشها و سطوح فلزی بررسی میشوند.
- Enhanced Visual Inspection (EVI): این روش از وسایل افزوده مثل لوپها، آینهها، و چراغهای خاص برای بهبود دید فرد و تشخیص بهتر عیوب استفاده میکند.
- Remote Visual Inspection (RVI): از تجهیزات دوربینهای مینیاتوری یا سیستمهای دوربینی برای بازرسی سطوح یا نقاط دورافتاده و دسترسی سخت به آنها استفاده میشود.
- Borescopic Inspection: این روش از ابزارهای خاص به نام بورسکوپها برای بازرسی دقیق و نزدیک جوشها و نقاط مختلف داخلی استفاده میکند، مثل داخل لولهها یا ساختارهای داخلی قطعات.
- Microscopic Inspection: با استفاده از میکروسکوپها و ابزارهای بزرگنمایی دقیقتر، این روش برای بررسی جزئیات و نقاط کوچک جوشها یا سطوح استفاده میشود.
شرکت امیر عمران داتیک آماده همکاری با کارفرماهای محترم در خصوص بازرسی فنی و انجام تست های غیر مخرب می باشد. در صورت نیاز به مشاوره به صفحه ارتباط با ما مراجعه نمایید.